







二十一世紀(jì)的新篇章已翻開(kāi),WTO的腳步又悄然而來(lái)。輪胎定型機(jī)械的生產(chǎn)廠家,如何面對(duì)國(guó)外同行的挑戰(zhàn)?中國(guó)橡膠機(jī)械行業(yè)的知名產(chǎn)品。每一位中國(guó)橡機(jī)人必須面對(duì)的問(wèn)題,不斷更新觀念,,大膽采用高新產(chǎn)品才是我們的唯一出路。觸摸屏作為一種高新技術(shù)產(chǎn)品,廣泛應(yīng)用于輪胎定型硫化機(jī)已成為勢(shì)在必行的問(wèn)題,特別是作為未來(lái)計(jì)算機(jī)聯(lián)網(wǎng)的鋪路石更應(yīng)該引起重視。
2 觸摸屏簡(jiǎn)介
觸摸屏是觸摸式工業(yè)圖形顯示器的簡(jiǎn)稱(chēng),它是一種連接人類(lèi)和機(jī)器(主要是PLC)的人機(jī)界面(國(guó)外稱(chēng)為HMI),被稱(chēng)為PLC的臉面。它是替代傳統(tǒng)控制面板和鍵盤(pán)的智能化操作顯示器。可用于參數(shù)設(shè)置和數(shù)據(jù)顯示。以曲線(xiàn),動(dòng)畫(huà)等形式描繪自動(dòng)化控制過(guò)程,并可簡(jiǎn)化PLC的控制程序。 觸摸屏的主要作用是:監(jiān)視和控制。監(jiān)視-以數(shù)據(jù),曲線(xiàn),圖形,動(dòng)畫(huà)等各種形式來(lái)反映PLC內(nèi)部位狀態(tài),存儲(chǔ)器數(shù)值,從而直觀反映工業(yè)控制系統(tǒng)的流程,走向。
控制-可以通過(guò)觸摸屏操作改變PLC內(nèi)部位狀態(tài),存儲(chǔ)器數(shù)值,從而參與過(guò)程控制。
現(xiàn)以惠州普利司通輪胎公司生產(chǎn)的1310II型子午線(xiàn)輪胎硫化機(jī)為例,簡(jiǎn)要介紹有關(guān)觸摸屏的應(yīng)用情況。
3 基本系統(tǒng)配置
CPU三菱FX2N;觸摸屏MT508T;連接電纜MT-FX2N;
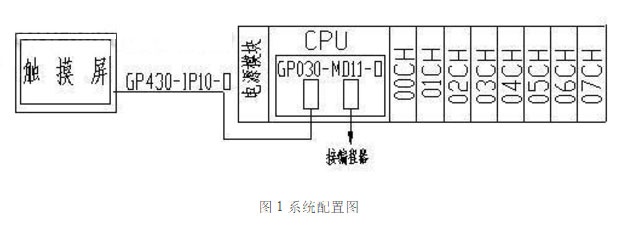
由于現(xiàn)場(chǎng)安裝時(shí)觸摸屏與PLC在不同的地點(diǎn),所以我們選擇的連接電纜MT-FX2N為10米。通常情況下,PLC的CPU模塊只有一個(gè)編程通訊口,而PLC與觸摸屏正常工作時(shí)必須連上電纜,這樣很不方便PLC程序傳送與調(diào)試,因此我們選擇了一個(gè)雙口適配器,將電纜接入雙口適配器的其中一個(gè)口,另外一個(gè)口則作為編程用。 5 編輯畫(huà)面
每一種品牌的觸摸屏都有自己的畫(huà)面制作軟件。本例中使用MT508T系列觸摸屏對(duì)應(yīng)的畫(huà)面制作軟件為Easybuilder2.7.2
5 畫(huà)面簡(jiǎn)介
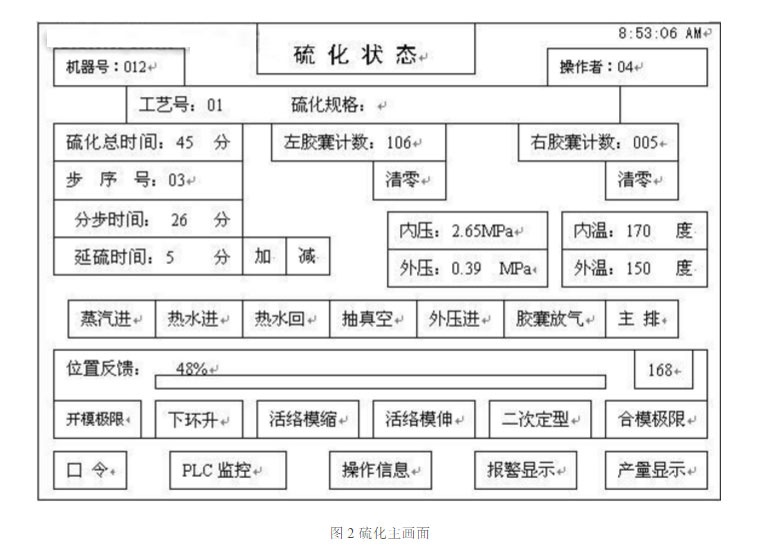
接通工作電源,觸摸屏自動(dòng)顯示主畫(huà)面:
說(shuō)明:
左上角顯示當(dāng)天生產(chǎn)日期。右上角顯示觸摸屏當(dāng)前系統(tǒng)時(shí)鐘。 機(jī)器號(hào)為該硫化機(jī)的編號(hào)。操作者可輸入自己的工號(hào)或代號(hào)。 所顯示的工藝號(hào)及硫化規(guī)格由“編輯界面”菜單選定。
硫化總時(shí)間以倒計(jì)時(shí)方式顯示,此時(shí)延硫時(shí)間不計(jì)時(shí)。當(dāng)按下延時(shí)硫化按鈕,系統(tǒng)根據(jù)正在進(jìn)行的硫化工藝以倒計(jì)時(shí)方式顯示延時(shí)硫化時(shí)間,此時(shí)硫化總時(shí)間停止并保持計(jì)數(shù),待延硫時(shí)間計(jì)為零再繼續(xù)計(jì)時(shí)。延硫時(shí)間由操作工根據(jù)每次硫化狀態(tài)通過(guò)“加”,“減”按鍵設(shè)定。
步序號(hào)顯示正在進(jìn)行的硫化步序。分步時(shí)間以倒計(jì)時(shí)方式顯示該步序時(shí)間。“位置反饋”的上方有一排指示燈顯示步序號(hào)對(duì)應(yīng)的硫化閥門(mén)狀態(tài)。
左右膠囊計(jì)數(shù)分別顯示各自的使用次數(shù)。更換膠囊后按“清零”鍵將上次計(jì)數(shù)清零。 內(nèi)壓,內(nèi)溫,外壓,外溫分別顯示對(duì)應(yīng)的PLC模擬量模塊實(shí)測(cè)參數(shù)。
位置反饋以棒狀圖形式顯示模具開(kāi)度,右側(cè)數(shù)字為旋轉(zhuǎn)編碼器當(dāng)前值,下部的一排指示燈由PLC將開(kāi)合模分成若干區(qū)間,當(dāng)旋轉(zhuǎn)編碼器輸出位于該區(qū)間時(shí)則對(duì)應(yīng)的指示燈顯亮。
屏幕下端顯示一排有效的觸摸鍵,選擇并輕輕按下任一觸摸鍵將進(jìn)入相應(yīng)的屏幕菜單。
6 傳送畫(huà)面
將制作好的畫(huà)面用威綸公司的專(zhuān)用傳送電纜,在Easybuilder2.7.2軟件中設(shè)定PLC品牌及型號(hào),再將觸摸屏的型號(hào)設(shè)好。點(diǎn)擊傳送指令即可將畫(huà)面上載至觸摸屏。
7 運(yùn)行
在與PLC的聯(lián)動(dòng)運(yùn)行中,所有顯示內(nèi)容(包括觸摸鍵,指示燈,計(jì)時(shí)器,計(jì)數(shù)器等)都應(yīng)該與PLC的參數(shù)完全一致。用通訊電纜連接觸摸屏和PLC即可運(yùn)行。
8 結(jié)束語(yǔ)
隨著輪胎工藝與配方不斷更新,要求硫化機(jī)自動(dòng)控制技術(shù)也應(yīng)該不斷創(chuàng)新與提高。因此謹(jǐn)以此作拋磚引玉,希望廣大同行不嗇賜教。


 科恩電氣
科恩電氣
 科恩眾和
科恩眾和